本文來源:三菱電機自動化中國微信公眾號
功能簡介
此功能是使用變頻器通過模擬接口與主軸電機連接的攻絲�,它允許表1中列出的功能通過模擬接口與其他廠家的變頻器設備連接主軸一起使用,使用此功能的最大優(yōu)勢在于增加了攻絲的實現(xiàn)方式���,擴大了主軸控制的選擇范圍����,能夠與市場上許多的變頻器廠家設備配合使用���。
一功能使用
要使用此功能�,需要連接支持控制主軸位置功能的變頻器����,此外還應將“#1295 ext31/bit 6”置1,打開模擬主軸同期攻絲的功能�����。

表1 對象功能
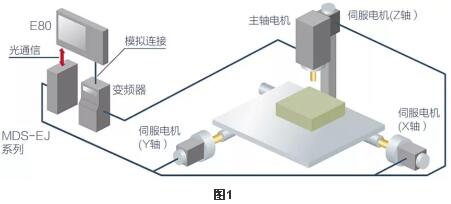
模擬主軸的輸出電壓在-10V到10V之間��,這取決于主軸的速度與#3001到#3004設定值之比����,圖1為模擬主軸同期攻絲應用在E80雕銑機上的連接圖。
二功能優(yōu)勢
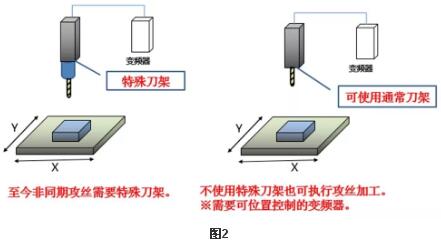
在不使用特殊的刀架情況下��,也可通過變頻器控制軸執(zhí)行攻絲加工���,如圖2所示�。
三系統(tǒng)參數(shù)設定
通過參數(shù)#11718的設置可以消除攻絲軸和主軸運動之間的時間差����,從而使得兩者能夠同時開始移動。#11718的參數(shù)詳情見表2所示�����。
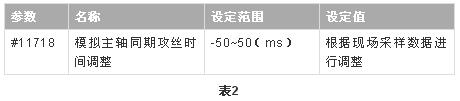
(1)「設定值= 0」時��,不調整時間���。
(2)「設定值> 0」時��,延遲攻絲軸的指令開始時間����,延遲時間為設定值,見圖3所示��。
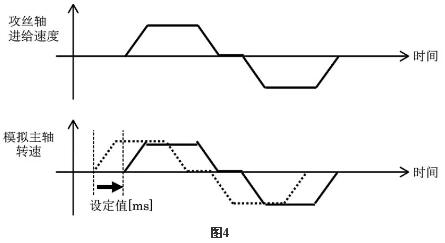
(3)「設定值< 0」時�����,延遲模擬主軸的指令開始時間��,延遲時間為設定值��,見圖4所示�。
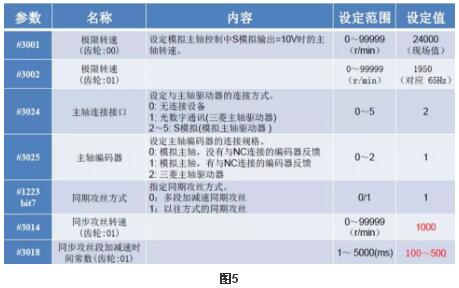
模擬軸攻絲的其他參數(shù)設定如下圖5、圖6所示����。

四變頻器設定
變頻器主要功能及設定如圖7所示。

五PLC參數(shù)設定
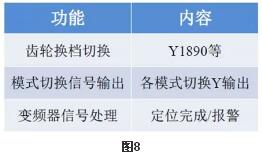
PLC主要對切換�����、攻絲及定位模式進行控制切換,同時對攻絲模式中進行齒輪換檔(M代碼)等����,PLC的主要信號如圖8所示����。
六案例介紹
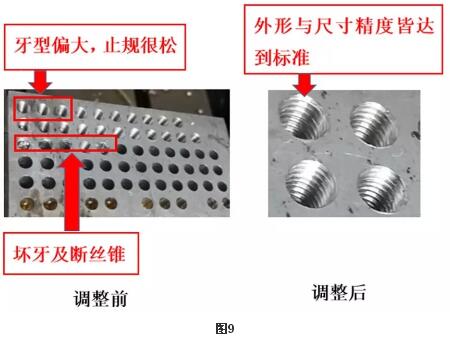
如圖9是客戶使用CH2000變頻器進行的模擬攻絲的圖片,切削模式���、攻絲模式及定位模式能同時使用��,切換動作均已調試完成����,達到預期效果����。
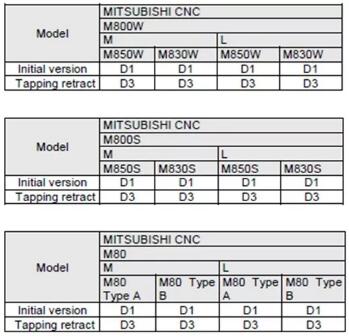
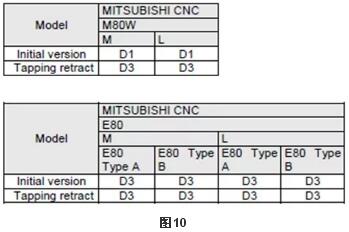
七適用系統(tǒng)
此功能適用的系統(tǒng)及系統(tǒng)的版本如圖10所示。
總 結
剛性攻絲是數(shù)控機床不可或缺的一項基本功能��,一般采用串行主軸來實現(xiàn)功能��,這對于采用模擬主軸的數(shù)控機床來說實現(xiàn)剛性攻絲本身就是一種缺陷��。三菱電機CNC系統(tǒng)的模擬主軸同期攻絲功能通過不斷的完善,能有效的與其他廠家的變頻器配合使用�,降低制造成本并能夠實現(xiàn)客戶預期的攻牙效果。